 服务热线:021-53086136
服务热线:021-53086136
高速公路护栏网的浸塑工艺研究探讨
为了提高高速公路护栏网及其他钢网(如防盗网、网状挂货架等)的使用寿命及装饰性,必须进行涂层保护。在众多涂料涂覆方法中,聚乙烯粉末流化床浸塑方法有其独特的优点,已被广泛使用。
粉末流化床作业简单,适用于连续化大批量生产, 涂装设备较简单,易实现自动化操作,获取厚度均匀可 控的涂覆层,提高产品的使用寿命。聚乙烯粉末色泽 的多样化,也为其多变的装饰外观提供了方便。据此,对浸塑工艺进行了详细的试验,所得参数为一条高速 公路护栏网浸塑自动化生产线提供了设计依据,该生 产线日产护栏网 %$ ! I?,质量稳定可靠,通过了交通 部工程监理检测中心的质量检测,经过江西省科委组 织的专家鉴定,达到了国内先进水平。
1工艺试验
试验用原材料
镀锌铁丝;绿色聚乙烯粉末。
1.2浸塑生产线工艺流程
工件预处理->上挂->预热->浸塑->塑化->空冷->卸挂->质检。
1.3 试验方法
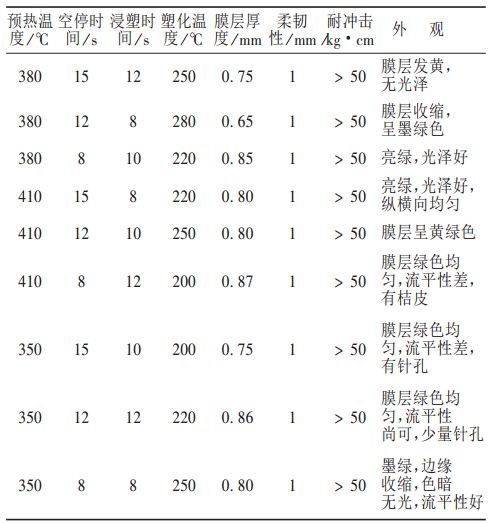
根据实际情况,对预热温度、空停时间、浸塑时间、 塑化温度等 ’ 因素做 M,(#’)表进行正交试验,固定预热时间10min,塑化时间6min。经正交试验的试样,进 行膜层厚度、柔韧性及耐冲击性测定,确定初步的工艺参数。
2 浸塑工艺质量控制
2.1工件预处理
普通钢丝的护栏网,涂装前须除去表面的局部锈蚀、虚焊点,以提高涂层结合力、抗蚀能力,保证外观完 整与光滑。护栏网上挂前,局部锈蚀严重时要用砂纸或钢刷打磨,少量浮锈不影响涂覆质量。若有条件,可加一道除油除锈二合一工序,以保证涂装质量。
钢网上残留的少量油脂经预热加温碳化,不影响 膜层的结合力。 为了保证基材具有较好的耐蚀性,提高涂覆层的 附着力,可采用镀锌钢丝代替普通钢丝。如果用普通 钢丝自行进行镀锌工艺处理,工件须按电镀锌的前处理规范严格执行,并采用适当的电镀液,防止工件预热后涂层的结合力降低。
2.2 工件预热
工件浸塑前,先放入预热炉预热,目的是使加热到 粉末涂料熔融点以上的工件浸渍到流化槽中后,飘浮 粉末能在工件上均匀熔融涂覆。固定预热时间10min( 空停8s + 浸塑 8s +) 塑化 230℃ , 时间6min。
2.3空停时间
空停时间虽不是工序之一,但工件预热炉至流化 床之间,必有一空停时间,掌握空停时间对膜厚的影 响,为自动线的步进速度提供了设计依据,具体结果见 表 /。此时固定预热温度280℃,时间 8min,浸塑8s 塑化温度 230℃ 时间 6min。
2.4浸塑
% 浸塑 预热后的工件浸入流化床,利用工件的热效应,将 粉末熔融黏附在工件表面。浸塑时间和保持粉末 “流 动”状态的稳定是获得均匀涂覆层必不可少的条件。 浸塑时间对膜层厚度的影响如表 - 所列。此时固定预热温度280℃,时间 8min,空停时间10s,塑化温度 230℃,时间 6min
提供粉末流化的压缩空气应无油、无水,输气量应 适中,不允许槽内产生“气截”或“腾涌”现象。 如果仪器设备运行正常,调节气流仍不能获得良 好的流化 (通过观察粉层表面的小气泡分布均匀程度 来判定流化效果),应取下微孔透气隔板进行清理。若 仍不能获得均匀气流,可能是槽内粉末涂料粒度差别 太大或有大量杂质混入所致,如此,应更换槽内的涂料或将它过筛后再用。
2.5 冷却
" 冷却 零件自塑化炉出来后,可采用空气自然冷却或水 强制冷却,2种冷却方法对涂层质量没有影响,采用哪 一种方式冷却取决于厂房面积及投资费用情况。
3 小结
利用粉末涂装技术中的流化床涂装法,得到的在 高速公路护栏网等钢网表面涂层厚度均匀、附着力强、 色泽鲜艳的聚乙烯粉末涂塑工艺参数如下:
预热温度250~410℃;预热时间不小于 4min, 空停时间8~15s,浸塑时间大于7s,塑化温度220~250℃;塑化时间大于4min。
本文选自申宝丝网官网:http://www.shenbaosiwang.com/
- 上一篇:新型护栏网在高速公路的应用 2016/3/3
- 下一篇:公路隔离网的生产焊网机微控制系统技术 2016/2/29
